Les processus de formage de tôles sont ceux dans lesquels une certaine force est appliquée à une pièce de tôle pour modifier sa géométrie, au lieu d’éliminer le matériau.
La force appliquée soumet le métal à un effort qui dépasse sa limite d’élasticité, le faisant se déformer plastiquement, mais ne pas échouer. De cette façon, la feuille peut être pliée ou étirée dans une variété de formes complexes.
Ces derniers temps, la mise en forme des feuilles, par divers procédés, s’est considérablement développée. Ceci grâce à la grande variété d’outils dans la fabrication de pièces, telles que: carrosseries automobiles, électroménagers, avions, etc.).

Cette évolution particulière est due à trois causes: premièrement, l’économie de la fabrication de toutes les pièces en tôle principalement par emboutissage à froid. Deuxièmement, l’uniformité de toutes les caractéristiques mécaniques obtenues à partir des pièces.
Et troisièmement, l’excellente finition de surface qui reste dans les pièces.
Les matériaux qui sont généralement les plus utilisés dans tout ce qui se réfère au processus d’estampage à froid sont l’aluminium, l’acier et le laiton.
Ainsi, d’un autre côté, les procédures fondamentales dans lesquelles l’emboutissage à froid d’une pièce de tôle peut être décomposé sont: l’étirage, le pliage et le cintrage, le poinçonnage et le
découpé .
Processus d’étirage en formage de tôles
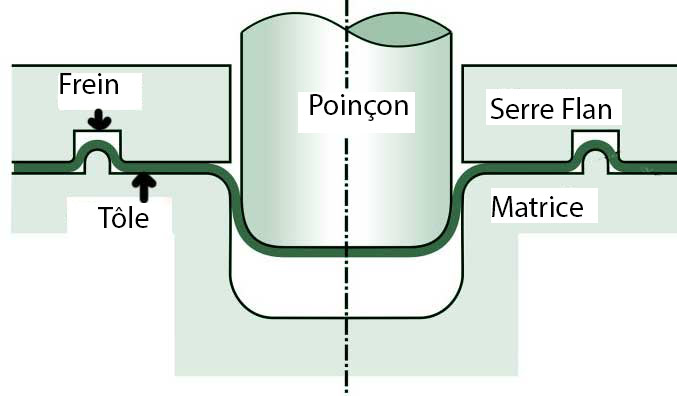
Le dessin est une procédure dont le but est de convertir une plaque plate en un corps creux. Cela se fait au moyen d’un motif de dessin, qui se compose de trois parties principales:
1- La matrice, qui constitue le trou auquel la feuille doit être adaptée.
2- Le poinçon, qui est chargé de pousser la feuille, pour qu’elle s’adapte au trou de la matrice.
3- Le tapis roulant, qui est chargé d’appuyer la feuille sur le bord de la matrice, et sa fonction principale est d’empêcher les rides de se former pendant le formage, mais tout cela se fait sans le tenir, de sorte qu’il puisse couler tout en étant poussé par le coup de poing.

Comment est la déformation d’une tôle?
La déformation d’une feuille dans le dessin est effectuée par un système complexe de forces de traction et de compression, qui sont composées de ce qu’on appelle l’écoulement ou le glissement du matériau situé entre les parois de la matrice, du poinçon et du tapis roulant. La production du produit final est très efficace si on le compare avec la méthode de fonctionnement qui nécessite des températures élevées. Nous obtenons ainsi une réduction des coûts, non seulement dans l’achat de matériaux, mais aussi dans la consommation d’énergie par pièce produite.
Que faut-il utiliser pour farcir des pièces très profondes?
Pour cela, il est nécessaire d’utiliser des poinçons de section extrêmement petits par rapport à la surface initiale de la feuille, et plus la différence entre les deux sections est grande, plus la pression utilisée pour l’étirage est grande.
Quelle est la force requise pour le dessin?
Le calcul pour déterminer la force nécessaire dans cette procédure est assez compliqué, surtout quand on parle de pièces de formes irrégulières. Cependant, plusieurs formules peuvent vous aider à y parvenir.
Développement d’une pièce embarquée
Généralement, l’un des principaux problèmes rencontrés par le technicien lors de la projection d’une pièce à travers le processus de rembourrage est la détermination de la forme et des dimensions de la feuille à utiliser pour obtenir la pièce souhaitée.
On l’appelle étirage à froid, bien que la pièce soit chauffée dans le formage, la température n’est généralement pas élevée.
Les technologies de ce secteur industriel sont en constante amélioration, l’épaisseur des matériaux se réduit pour la même qualité finale.
Cintrage et cintrage dans le formage de tôles
Ces types d’opérations sont des déformations, et n’ont aucune variation de l’épaisseur initiale de la feuille, ce qui permet qu’il n’y ait pas de variation de la surface totale de la feuille dans le formage de la feuille.
Cela consiste essentiellement à produire un fluage dans toute la zone de mise en forme, au moyen de la flexion, qui est provoquée par diverses forces de compression et de traction qui sont appliquées de l’extérieur, ou, au moyen d’un couple.
Quels sont les types de pliage?

Parmi les processus de pliage les plus courants figurent:
Pliage sans estampage
Rond courbé
Pliage avec estampage
Plié roulé
Il est conseillé d’arrondir les angles de jonction de tous les plans de flexion, afin que les fibres extérieures ne soient pas trop étirées, et ainsi le risque de rupture du matériau soit réduit.
Qu’est-ce que la conformation courbe?
Ceci est considéré comme une variante du processus de pliage, qui se distingue de celui-ci par le rayon de courbure qui est fourni à la feuille, car le pliage est obtenu lorsque la tôle est déformée selon un rayon de courbure qui peut facilement osciller entre 0 et 7 ou 8 fois l’épaisseur de la tôle.
Comment s’effectue la conformation en flexion?
Pour ce faire, la feuille doit être soumise à un effort de flexion jusqu’à ce qu’elle atteigne la limite d’élasticité contenue dans le matériau, afin que la déformation obtenue acquière une forme permanente.
Autour de la zone neutre, les sollicitations sont inférieures à la limite élastique; Par conséquent, lorsque l’effort de flexion cesse, la zone neutre a tendance à revenir à la forme primitive, tandis que les zones contiguës ont déjà subi une déformation permanente.
Tout au long du processus, le matériau a tendance à adopter une figure ou une forme intermédiaire entre sa représentation d’origine et celle obtenue par la conformation. Un tel phénomène est appelé retour élastique, plus il est fort, plus la limite élastique de la feuille pliée est élevée.
Procédure de poinçonnage et de decoupage
La découpe du poinçonnage ou du perçage d’une plaque, consiste essentiellement en une procédure mécanique qui, en appliquant les matériaux appropriés, permet d’obtenir une figure géométrique instantanément, sous la forme d’une surface plane.
Ces deux sont des procédures dans lesquelles les lames ont la forme de lignes courbes, qui suivent les bords de la matrice et du poinçon.
Toutes ces opérations de découpe sont pratiquement les mêmes. Sa différence réside principalement dans une certaine définition, de sorte que, tandis que dans la découpe, le morceau de métal qui coupe le poinçon est une pièce qui va être produite, dans la découpe, la pièce qui est coupée est considérée comme un déchet, le reste étant de la pièce à produire.
Quelle est la machinerie utilisée pour cette procédure?
La machine dans ce cas est constituée de presses mécaniques, dans lesquelles les poinçons et les matrices sont fixes.
Disposition des figures
Parce que la procédure de la matrice est appliquée à la fabrication de grandes quantités de pièces, la nature économique du matériau représente sans aucun doute un facteur fondamental à prendre en compte.
À certaines occasions, il n’est pas possible d’obtenir une corrélation numérique dans le passage qui existe entre certaines pièces et d’autres, en raison de l’asymétrie de la pièce, qui fait avancer la bande en donnant deux passes, l’une faisant la série impaire, et l’autre, après que la bande est à nouveau introduite, exécutez-la avec la série impaire.

Vous aimerez lire: Emboutissage
Caractéristiques mécaniques fondamentales d’une matrice de poinçonnage
1- Poinçon:
Ceux-ci adoptent la figure, de la pièce à obtenir, et sont soumis à la plaque ou au dispositif qui porte les poinçons.
Quelque chose qui doit être pris en compte dans la conception du poinçon est la configuration de la pièce, en essayant d’éviter les parties faibles et en faisant confiance à d’autres poinçons auxiliaires, dans les procédures simultanées, le profilage de toute pièce que vous souhaitez obtenir.
2- Plaque matricielle:
Dans ce matériau, la figure ou le contour de la pièce à obtenir est sculpté, ceci avec une grande précision. Il est également important de mentionner que la matrice est l’appareil qui supporte le plus d’efforts.
Il est généralement situé au bas de la pièce, monté sur un sous-sol solide qui empêche tout faux mouvement de celui-ci.
Si vous êtes à la recherche d’une entreprise capable de fabriquer des pièces de tôlerie en acier inoxydable, nous vous recommandons Matriçats
Conclusions
Pour notre production de pièces métalliques, nous devons sélectionner la méthode de formage qui convient le mieux à la conception de la pièce. Les coûts d’achat, les délais de livraison, l’efficacité, les performances de la pièce sont importants pour toute entreprise. Tous ces facteurs peuvent être étudiés par les sociétés collaboratrices de notre site Internet.
Les services et produits proposés par les entreprises sélectionnées permettent le commerce international, les conditions des incoterms seront négociées à chaque cas.
S’il s’agit de votre premier projet de fabrication en série industrielle, vous devez prendre en compte des facteurs tels que: transport, maintenance, rendements … Avec les données des sociétés dont nous disposons, nous réaliserons une analyse et nous pourrons fournir le plus approprié pour votre projet avec le avantage de réduire les temps de gestion pour la réalisation de votre projet.
Índice de contenido
Commentaires récents